
插入件板结构
前缘肋片与冲击孔
蒸汽冷却叶片
提高涡轮进口温度是提高燃气轮机热效率的有效途径之一,然而,随着涡轮进口温度的提高,为了冷却高温部件,需要增加从压气机引出的冷却空气量,这不仅会消耗压气机中的高压空气,而且在涡轮中冷空气与高温主流燃气掺混也会导致涡轮效率下降,从而影响整机的效率。为了解决上述的两难问题,在不断提高的燃气温度和现有高强度耐温合金水平上,需要发展高效冷却技术以满足叶片高可靠性和长寿命要求。在此背景下,蒸汽冷却技术被提出并逐渐得到发展。
蒸汽冷却是以水蒸气作为冷媒对燃气轮机热端部件进行冷却的一项高效、新型的冷却技术。水蒸气来自联合循环机组,冷却燃机高温部件后再回到底循环,冷却工质不与主流燃气掺混,一般将这种冷却流路称作闭式流路。与常规的空气冷却技术相比,选择蒸汽作为冷却工质,大幅度减少了从压气机的引气,闭式流路消除了局部冷气掺混的损失,因此对整个循环系统的性能有较大的提高。
蒸汽冷却技术国内外研究现状
上世纪70年代末,国外就提出了利用从蒸汽轮机循环中引出的过热蒸汽冷却燃气轮机的动叶和静叶。并预测了由于蒸汽具有良好的热力学性质,如比热和普朗特数,以蒸汽为工质的冷却效率比以空气为工质的冷却效率高出一倍。20世纪90年代,美国能源部提出了先进透平系统(ATS)中长期发展计划,目标是在降低NOX排放的基础上提高燃气轮机的效率和比功。此后美国的通用电气、西屋以及德国西门子等公司采用了多项新技术,使机组联合循环效率达到或突破了60%,其中之一便是蒸汽冷却技术的应用。
我国燃气轮机虽然已经有50年的发展历史,但至今没有完全掌握大型燃气轮机产品的整套设计和制造技术,与国外相比在某些技术上差距还很大。在蒸汽冷却方面的研究也处在探索阶段。上海交通大学、中科院和哈尔滨工业大学等相关院校和科研院所对蒸汽冷却进行了机理研究,取得了一些成果。上海发电设备成套设计研究所开展了超超临界汽轮机部件的冷却技术研究。哈尔滨汽轮机厂联合哈尔滨工业大学对超超临界汽轮机蒸汽冷却技术进行了数值研究。
蒸汽冷却技术的工业应用
目前,美国、日本和德国的一些燃气轮机生产厂家,如通用电气、三菱重工、西门子等公司已经将蒸汽冷却技术投入实际生产,制造出涡轮进口温度更高的燃气轮机,取得了很好的经济效益。
通用电气公司的MS9001H和MS7001H两型产品采用了蒸汽冷却技术,使机组联合循环净效率由55%提高到60%。以MS9001H机组为例,据估算,在机组30年的使用寿命中,效率每提高1个百分点,将使电厂运行成本减少约1500到2000万美元,所以在整个使用年限中,由于采用了蒸汽冷却技术,机组运行成本将节约近1亿美元,经济效益十分显著。
通用电气公司的H系列燃机的涡轮第1、2级静叶及动叶采用了蒸汽冷却,用蒸汽取代从压气机中引气,增加了进入燃烧室的空气流量,可事燃机效率提高1.5%—2%。同时大大减少了涡轮第一级静叶的燃气工质温降,从气冷式的155℃左右(F级)降到44℃左右(H级),即在相同的燃烧室出口温度条件下,可提高燃气初温110℃。
日本三菱重工的高性能燃机(G、H系列)涡轮静叶采用了蒸汽/空气双工质冷却方式,除蒸汽冷却外,在叶片的尾缘部分依然保留了空冷的柱肋冷却方式,即从压气机引气冷却,最终排入主流。与常规的空冷比较,蒸汽冷却节省了10%—20%冷却空气量,涡轮进口温度比空冷的F型相应提高150℃,联合循环总输出功率提高近20%。
日本另一家著名企业东芝公司推出的新一代联合循环发电系统“HSystem”中的燃气轮机采用了蒸汽冷却方式,使热效率达到了60%以上。燃气轮机第1级静叶大部分采用高压蒸汽冷却,只在叶片头部附加少量的空气气膜冷却。
蒸汽冷却叶片设计
蒸汽冷却叶片设计是蒸汽冷却技术中的难点,在闭式蒸汽冷却叶片设计中,采用何种措施来取得与常规空气冷却设计中前缘气膜冷却和尾缘射流冷却相近的效果,是一个亟须解决的问题。冷却结构的安排上,一般采用前缘旋流冷却,尾缘部分射流冲击和中后部斜置扰流肋的布置形式。要满足蒸汽冷却的要求,必须采用多进口的布置方式,因为任何一个高温区都会将冷汽加热到很高的温度,使其冷却能力下降,多进口的布置还可以灵活地调节冷却蒸汽用量。
静叶冷却设计
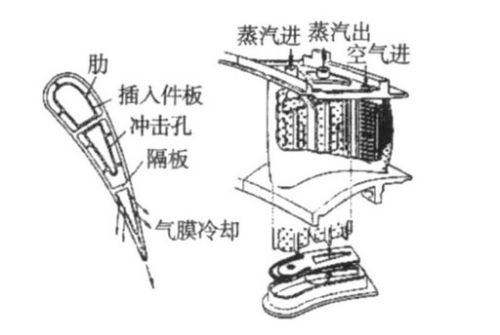
研究表明,蒸汽对叶片前缘和中部区域的冷却效率高,但叶片尾缘不能得到充分的冷却。在叶片前缘和中部采用闭路蒸汽冷却,在尾缘采用开路的空气冷却,可以在总体上获得良好的冷却效果。所以,燃气轮机涡轮静叶的冷却采用空气/蒸汽双工质冷却方式较为常见,叶片典型结构如图1所示。
静叶需要冷却的壁面有吸力面、压力面、头部、外端壁及内端壁面等。冷却方案需要考虑的主要因素有:闭路方案的实现方式,冷却蒸汽的流动方向,蒸汽和燃气间的压差,热应力等。在流向组织上,因为吸力面上燃气的热交换系数相对较高,需要较低的冷却温度,冷却蒸汽首先沿叶片吸力面由叶片顶部流向根部。蒸汽在叶片根部汇聚流过内端面壁面后再由内向外流过叶片压力面以及叶片的头部和尾缘,最后在顶部汇聚。接着这些蒸汽在冷却外端面后进入回收管,构成闭路结构。
蒸汽冷却叶片的主要改进
相比于传统的空冷叶片,为了达到闭式冷却叶片的效果,蒸汽冷却叶片较大的改变主要体现在。
叶片前缘—蒸汽冷却叶片在设计上取消了前缘气膜孔,在叶片内部设置了埋入式的肋片结构,肋片与主冲击孔呈错排布置,如图2。
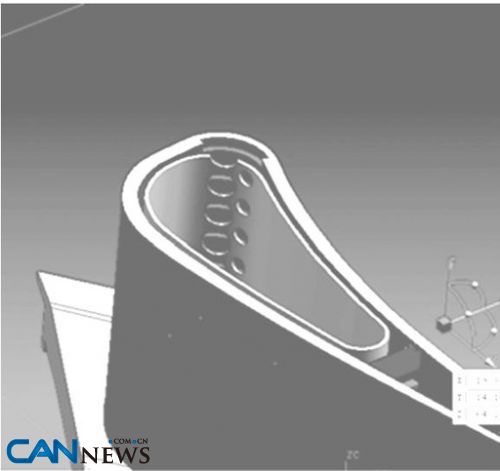
插入件板—插入件板用于叶片前部腔体较大的部位,在正对叶片前缘内侧开设一列冲击孔。冷却蒸汽进入到插入件板内腔,然后通过冲击孔对叶片前缘进行冲击冷却,冷却后的蒸汽沿插入件板与静叶内表面形成的间隙流到冷却腔体后部,图3为插入件板结构示意图。
隔板—隔板在叶片内部主要起分割气流冷却腔的作用,对于单一的蒸汽叶片来说,仅需设置一处隔板即可,而如果同时有蒸汽和空气冷却,则需设置前隔板和中隔板,其中中隔板用于分割蒸汽冷却腔和空气冷却腔。
在经过以上几处结构改变之后,蒸汽冷却叶片的尾缘继承空冷叶片尾劈缝形式,最终形成蒸汽与空气同时冷却叶片的新型结构。
综上所述,蒸汽冷却在工程应用中具有明显的优点。节约了从压气机中引出的冷却涡轮空气、避免了冷却气体与主流燃气的掺混而带来的流动损失和热损失、可在不增加金属承受温度的条件下实现更高的燃气初温、涡轮叶片冷却结构得以简化等。目前这项技术日益完善,并已成功应用于多型燃气轮机中,有效地提高了机组的效率。蒸汽冷却不失为一种更为先进的,也更为复杂的冷却技术,在未来地面燃气轮机发展中具有十分广阔的应用前景,可作为地面燃机冷却技术发展方向。鉴于此,我国应加大投入,大力开展相关技术研究。

 官方微博
官方微博
 官方微信
官方微信
 单一窗口
单一窗口
